◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
-
电机检测分析
-
回转设备诊断
一、设备背景资料介绍
立磨是水泥生产必不可少的设备,其特点:1)、转速低 2)、载荷大3)、结构复杂4)、干扰信号多5)、检修困难6)、维修成本高 7)、单机设备、连续运行8)、轴承座在减速机箱体内,离线设备检测轴承及齿轮故障难。
为了实现立磨减速机状态的监测、预警和准备诊断故障,在减速机轴承座上安装冲击脉冲及振动传感器,利用监控模块采集数据上传到服务器,通过服务器安装的网络化诊断软件实时监控其运行状态。
对于立式磨减速机系统设备,由于不能提前预知设备轴承部件的运行状态,往往会突发轴承故障或进一步引发设备故障而停机(比如:齿轮的损坏),为能保证设备正常运转,通过在立磨减速机上安装双T传感器、振动传感器,采集立磨减速机实时的信号,上传到在线监控系统,进行分析、诊断,以便提前3-6个月能够预知设备部件的轻微劣化状态,明确设备故障原因,给我们的维检修工作提供指导,并根据生产情况计划安排维修时间,尽可能避免设备突然故障停机影响。
二、诊断采用的检测设备和技术介绍
采用INS12C紧凑型在线监控系统,在设备内部预埋传感器
采用测试技术
较好的高清冲击脉冲技术,齿轮圈诊断技术,高清振动分析技术。
较好的SPMHD 滚动轴承监测技术
SPMHD 冲击脉冲轴承监测技术是状态监测行业革命性的新成就,它突破了转速边界,能测量贯穿1-20000RPM 转速范围的轴承状态;SPMHD 能够将期望获得的轴承信号从复杂的背景噪声中区分出来,经提取和增强,从而得到一个清晰的一览无疑的轴承状态信息。采用SPMHD 测量,可获得轴承状态值HDm/HDc、HD 时域波形(SPM Time Signal HD)和HD 频谱(SPM Spectrum HD)

采用SPMHD 轴承监测技术,轴承的全寿命状态都将清晰地展现出来,包括:损伤程度、润滑、损伤部位等,让我们了如指掌,还能够实现轴承故障预警期平均能达6 个月以上。因此,SPMHD 技术是非常有效和的,很好背得起“性维修”的美名!
高清振动包络HD ENV
HD ENV是SPM公司新技术,采用高清振动包络技术,对传感器采集的信号采用数字包络技术,同时引入转速,利用阶次追踪技术,结合征兆加强器,过滤掉一些随机信号,得出智能评估的高 *** 峰值以及高清频谱、高清时域信号,更早的发现故障。
振动监测技术主要分析功能
1) 振动量显示及趋势图
2) 带自动征兆的频谱分析,征兆趋势分析
3) 多重频带报警
4) 智能专家分析系统EVAM
5) 智能延时报警
6)时间同步平均
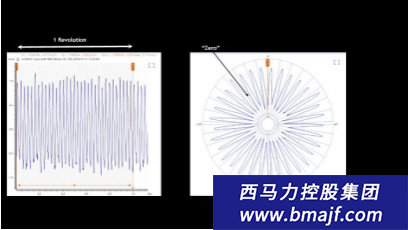
7)圆坐标
我们在进行频谱分析时域波形分析时,我们接触到的都是直角坐标系表现出来的图形。现在在我们改变一下坐标系。我们在采样时,采用转速传感器来进行采集相位界定。没转一圈,我们采集一次完整信号,再转一圈,再采集一次完整信号,这时,我们将一转时间和对应的转动角度联系起来,形成一一对应关系,这样我们就可以将直角坐标图形转变为圆坐标图形。
问题测点位置:齿轮箱输入轴近电机端
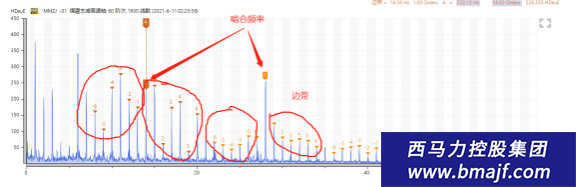
2月19日通过在线设备状态监测系统发现煤磨减速机高速轴存在啮合频率及谐波并且两侧带有大量的边带,边带呈多而分散形状,通过判断认为是高速轴齿面出现剥落现象。
3月8日在协同停产期间对减速机进行维修,当高速轴被拆出后发现齿面一共存在三处剥落点,其余两处较小在直径1.5cm左右。就齿面剥落现象多次与专业厂家沟通,确定现场对剥落齿进行打磨处理,延长齿轮的使用寿命。
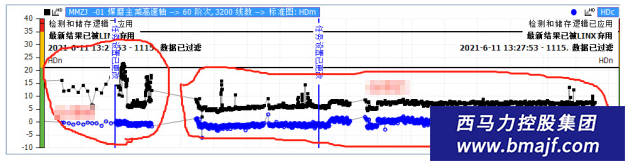
诊断分析过程:趋势图可以看出处理前啮合情况忽大忽小、极不稳定,处理后的啮合情况比较稳定、平稳。
故障减速机频谱图齿轮啮合频率明显,且边带突出,齿轮损伤
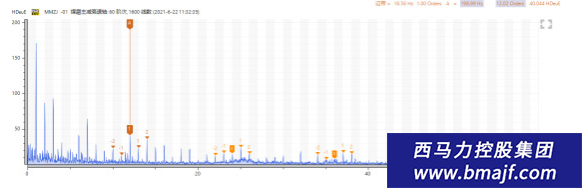
更换后的减速机频谱图
停产期间对减速机进行维修,当高速轴被拆出后发现齿面一共存在三处剥落点,其余两处较小在直径1.5cm左右。


◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。


工作时间:8:45-17:00
客服热线
400-6487277
电子邮件
lina@bmainstrument.com
扫码二维码
获取近期动态
 京ICP备16007005号
京ICP备16007005号